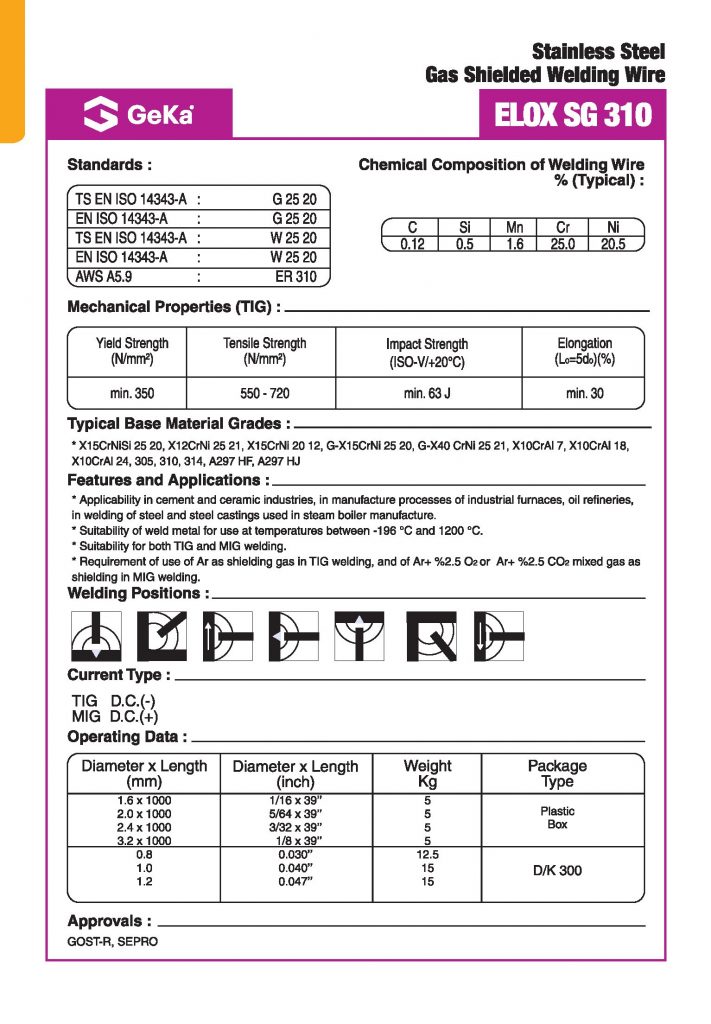
سیم جوش زنگ نزن کاملا اوستنیتی، که برای جوشکاری میگ/مگ فولادهای مقاوم به حرارت، حاوی 25 درصد CR و 20 درصد Ni و فولادهای کروم دار فریتی مقاوم به حرارت و پوسته زدن(جز در مواقعیکه احتمال خوردگی توسط گازهای احتراقی احیاکننده حاوی گوگرد انتظار می رود) مناسب است.تا دمای 1200 درجه سانتیگراد پوسته نمیزند.فلز جوش آن تا دمای 196-درجه سانتیگراد چقرمگی خوبی نشان می دهد
سیم جوش فریتی-اوستنیتی که برای جوشکاری میگ/مگ فولادهای پرآلیاژ به فولادهای کمآلیاژ یا فاقد آلیاژ مناسب است. بالاترین دمای عملیاتی آن 300 درجه سانتیگراد است .
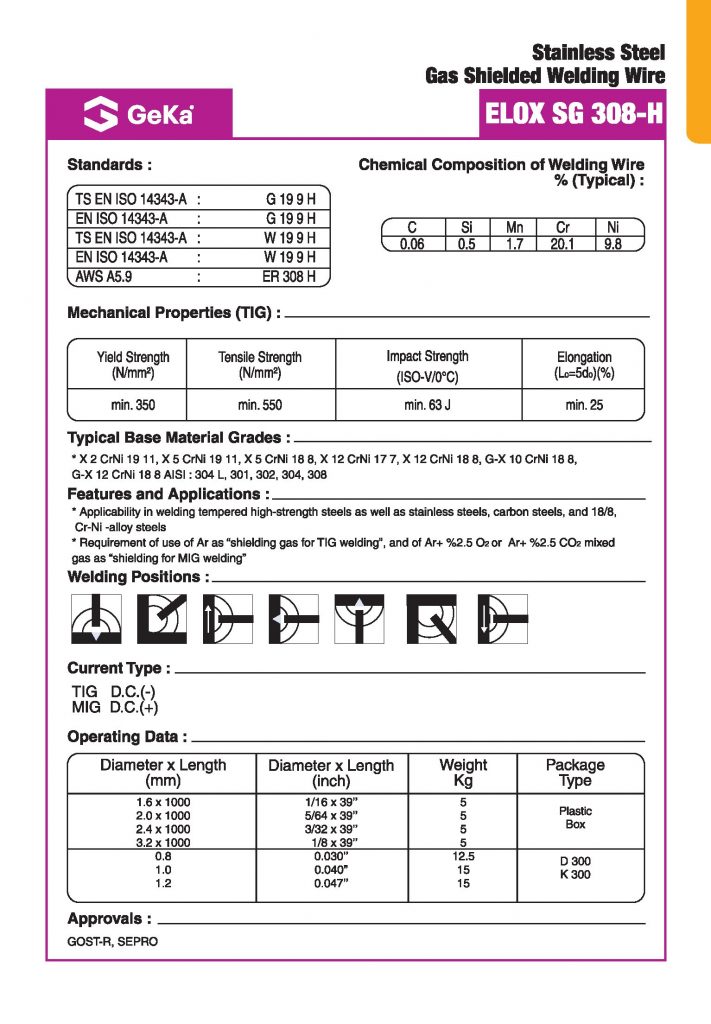
سیم جوش زنگنزن اوستنیتی با مقدار کربن خیلیکم، که برای جوشکاری میگ/مگ فولادهایمقاوم به خوردگی تثبیت شده یا تثبیت نشده از نوع CrNi مناسب میباشد. جوش آن نسبت به خوردگی بین دانهای تا 350 درجه سانتیگراد مقاوم بوده و درصورت قرارگرفتن در معرض هوا یا گازهای احتراقی اکسیدکننده تا 800 درجه سانتیگراد پوسته نمیزند
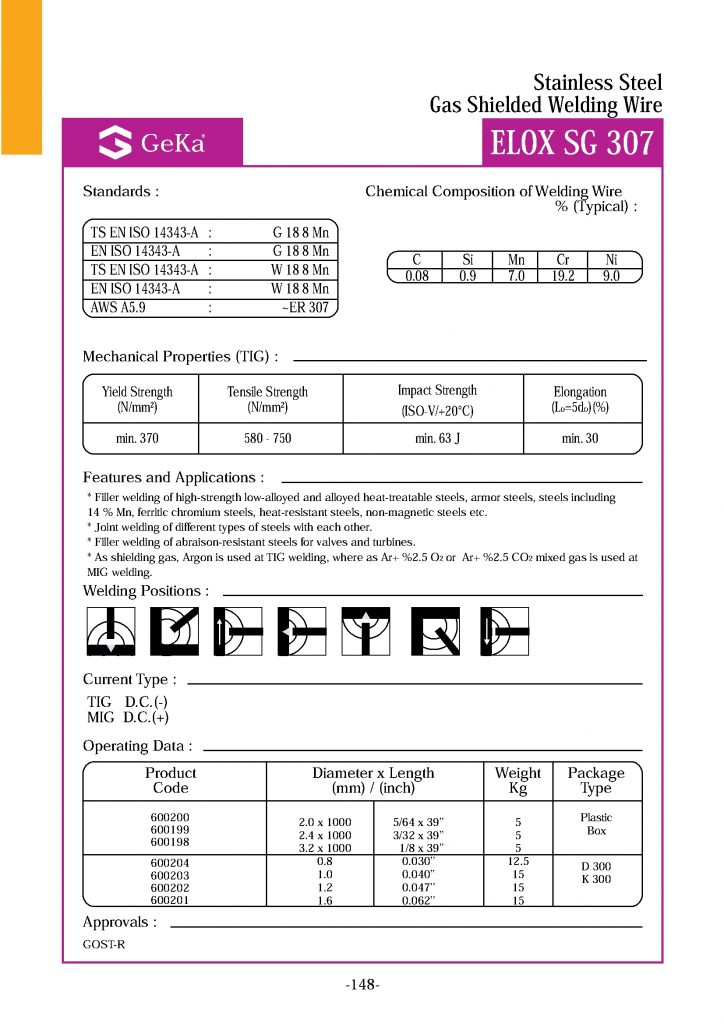
سیم جوش 307 که برای جوشکاری فولادهای غیر همجنس و روکشکاری استفاده میشود. فلز جوش شامل فولاد اوستنیتی کروم، نیکل و منگنز با مقدار کمی فریت دلتا میباشد که تا دمای 850 درجه سانتیگراد پوسته نمیزند.
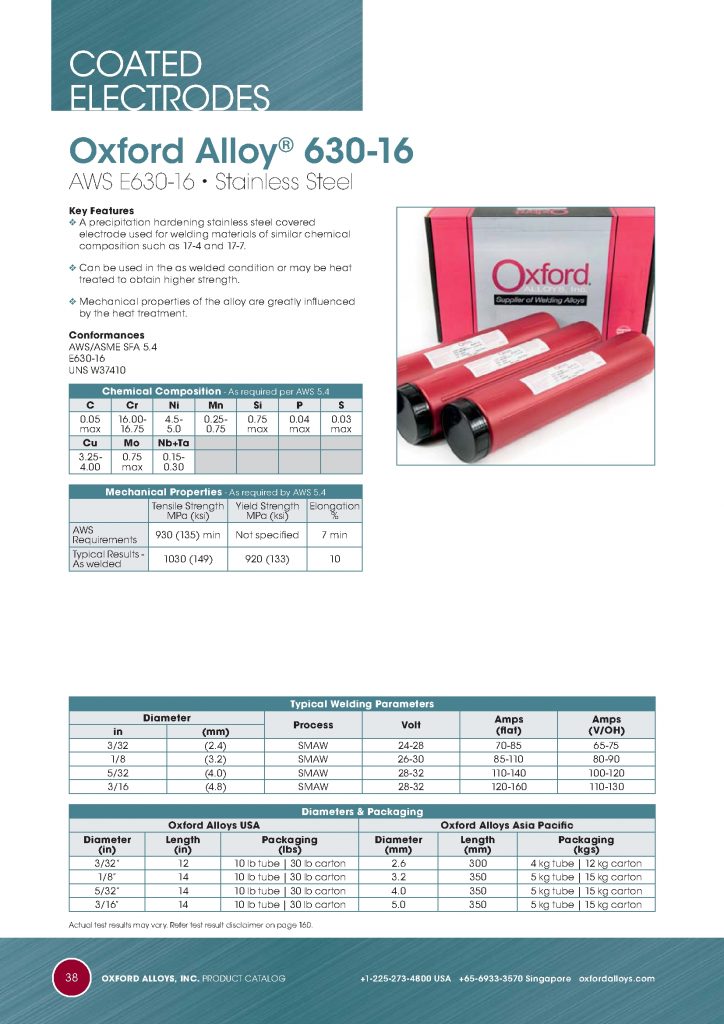
الکترود قلیایی با خواص بسیار خوب جهت جوشکاری آلیاژهای رسوب سختی کروم-نیکل-مس نوردشده، فورج شده و فولادهای ریختگی است. برای قطعات بکار رفته در صنایع کاغذ سازی، تیغه فن، صنایع پلاستیک و صنایع هوا فضا استفاده می شود. این الکترود خواص خیلی خوبی در ارتباط با پایداری قوس، کنترل حوضچه مذاب و سرباره جدا شونده دارد. فلز جوش آن هیدروژن جذب شده کمی دارد. این الکترود در تمامی حالات جوشکاری به جز عمودی سرپایینی کاربرد دارد. دمای بین پاسی حین جوشکاری می بایست پایین نگه داشته شود و در نهایت تا 80 درجه سانتیگراد برسد.
الکترود آما 1335JB الکترود ایساب OK 67.53 الکترود جیکا ELOX R 2209
AWS/ASME SFA – 5.1 : E 2209L-16
PREN 1600 : E 22 9 3 N L R 12
خواص و کاربرد:
الکترود روتیلی که برای اتصال فولادهای زنگ نزن دوفازی مورد استفاده قرار میگیرد. فلز جوش آن تقریبا حاوی 25-35% فریت دلتا می باشد. فلز جوش این الکترود مقاومت بالا در برابر انواع خوردگی بین دانه ای ، خوردگی حفره ای و خوردگی تحت شرایط تنشی(SCC) را دارا می باشد. انتقال فلز بصورت قطرات ریز، تمیزی و یکنواخت بودن سطح گرده، سهولت در برداشتن سرباره، روشن شدن و دوباره روشن شدن آسان از خصوصیات این الکترود میباشد.
ترکیبات شیمیایی فلز جوش خالص(درصد):
N
Mo
Ni
Cr
Si
Mn
C
0.12
3.2
9.0
21.5
0.8
0.90
0.025
خواص مکانیکی فلز جوش خالص:
ازدیاد طول
A5 (%)
استحکام تسلیم%0.2
(N/mm2)
استحکام کششی
(N/mm2)
>20
>550
>690
قطر، نوع و مقدار جریان:
حالات جوشکاری:
تخت، افقی، سربالا، بالاسر
موارد مصرف:
اتصال فولادهای غیر آلیاژی ، کم آلیاژ و زنگ نزن دوفازی ، X2CrNiMoN 22 5 3 1.4462
ملاحظات:
فقط الکترود خشک استفاده شود.
خشک کردن مجدد: به مدت 2 ساعت در دمای 300 تا 350 درجه سانتیگراد
الکترود آما 1803J الکترود بهلر FOX A7 الکترود ایساب OK 67.43 الکترود کیسول KST-307-15 الکترود جیکا ELOX R 307
AWS/ASME SFA – 5.1 :E 307–15
DIN8556 : E 19 9 R 26
EN 1600 : E 18 8 Mn B 42
خواص و کاربرد:
الکترود قلیایی که برای جوشکاری فولادهای غیر همجنس و روکشکاری استفاده میشود. فلز جوش شامل فولاد اوستنیتی کروم، نیکل و منگنز با مقدار کمی فریت دلتا میباشد که تا دمای 850 درجه سانتیگراد پوسته نمیزند. به علت مقاومت بالای فلز جوش در مقابل ترک خوردن، برای جوشکاری فولادهای بدجوش، یا به عنوان لایه تنشگیر روی فلزات پایه حساس به ترک و یا مواردی که روکشی سخت انجام میشود مورد استفاده قرار میگیرد. بالاترین دمای کاری حدود 300 درجه سانتیگراد میباشد که برای دماهای بالاتر بایستی الکترود 1604G AMA استفاده شود. فلز جوش این الکترود قابل کار سخت شدن میباشد.
ترکیبات شیمیایی فلز جوش خالص(درصد):
Ni
Cr
Si
Mn
C
9
19
0.4
6
0.12
خواص مکانیکی فلز جوش خالص:ا
مقاومت به ضربه (J)
ISO – V
ازدیاد طول
A5 (%)
استحکام تسلیم%0.2
( N/mm 2 )
استحکام کششی
( N/mm 2 )
-60 ° C
+20 ° C
60
100
35
400
650
قطر، نوع و مقدار جریان:
OCV>70V
جریان مستقیم قطب معکوس
قطر الکترود (میلیمتر)
طول الکترود (میلیمتر)
جریان مورد توصیه (آمپر)
2.5
250
60 – 80
3.25
350
85 – 120
4
350
110 – 160
5
350
150 – 190
حالات جوشکاری:
تخت، افقی، سربالا، بالاسر،عمودی
موارد مصرف:
برای اتصال فولادهای غیر همجنس (فولادهای غیرآلیاژی به فولادهای اوستنیتی) فولادهای بدجوش (نظیر فولادهای قابل عملیات حرارتی و فولادهای ابزار)، فولادهای منگنز بالا (فولادهای هادفیلد)
ملاحظات:
خشک کردن مجدد: به مدت 2 ساعت در دمای 300 درجه سانتیگراد. در مورد جوشکاری فولادهای بدون آلیاژ بیش از 0.25 درصد کربن بسته به ضخامت ورق و مقدار کربن، پیشگرم کردن بین 150 تا 300 درجه سانتیگراد توصیه میشود. در حرارتهای بیش از 300 درجه سانتیگراد، فولادهای منگنزدار سخت شده و نرمی خود را از دست میدهند و برای آنکه بتوان اتصال خوب و مطمئن در قطعات تعمیری فولادهای منگنزدار بدست آورد،
بایستی موارد زیر مورد توجه قرار گیرند:
الف – در محل اتصال با سنگزدن یک شیار تمیز ایجاد میگردد.
ب – هرگونه زایده با سنگزدن برطرف گردد.
ج – محل اتصال از هرگونه روغن، زنگزدگی و گرد و خاک کاملاً پاک شود.
د – گرده جوش بسیار نازک و جوشکاری بدون نوسان باشد.
ه- فواصل زمانی لازم جهت خنکشدن رعایت گردد.
و – از الکترودهای با قطر کم استفاده شود.
ح – به هیچوجه قطعه مورد جوشکاری را نباید پیشگرم کرد.از الکترودهای با قطر کم استفاده شود نوع روپوش قلیایی
الکترود آما 1560JA الکترود ایساب OK 61.25 الکترود جیکا ELOX B 308 H
خواص و کاربرد:
الکترود روتیلی که برای جوشکاری فولادهای ریختگی و یا فولادهای کروم– نیکل زنگنزن اوستنیتی با کربن بالا مناسب میباشد. انتقال فلز بصورت قطرات ریز، تمیزی و یکنواختی سطح گرده، جدا شدن آسان سرباره، روشن شدن و دوباره روشن شدن آسان قوس از ویژگیهای این الکترود میباشد.
ترکیبات شیمیایی فلز جوش خالص(درصد):
Ni
Cr
Si
Mn
C
10
19
0.9
0.8
0.06
خواص مکانیکی فلز جوش خالص:ا
مقاومت به ضربه (J)
ISO – V
ازدیاد طول
A5 (%)
استحکام تسلیم %0.2
( N/mm 2 )
استحکام کششی
( N/mm 2 )
+ 20 ° C
60
35
400
580
قطر، نوع و مقدار جریان:
OCV>70V
جریان مستقیم قطب معکوس
قطر الکترود (میلیمتر)
طول الکترود (میلیمتر)
جریان مورد توصیه (آمپر)
2.5
250
60 – 80
3.25
350
85 – 120
4
350
110 – 160
5
350
150 – 190
حالات جوشکاری:
تخت، افقی، سربالا، بالاسر،عمودی
موارد مصرف:
1.4948 X6CrNi 18 11; 1.4878 X12CrNiTi 18 9
DIN EN Standard
AISI 304, 304H, 321H, 347H
other Standard
ملاحظات:
فقط الکترود خشک استفاده شود.
خشک کردن مجدد: به مدت 2 ساعت در دمای 300 تا 350 درجه سانتیگراد.